

Вальцювання, вальцювальні машини, зняття фаски з труб
ЗАГАЛЬНІ ВІДОМОСТІ ПРО РАЗВАЛЬЦОВКЕ ТРУБ
Види з'єднань труб з трубними гратами
Слід застосовувати два види з'єднань труб з трубними гратами: вальцьованих і комбіновані
З'єднання, виконані тільки зварюванням, не допускаються.
Вид з'єднання визначається вимогами проектної документації.
5.1. Вальцьованих з'єднання
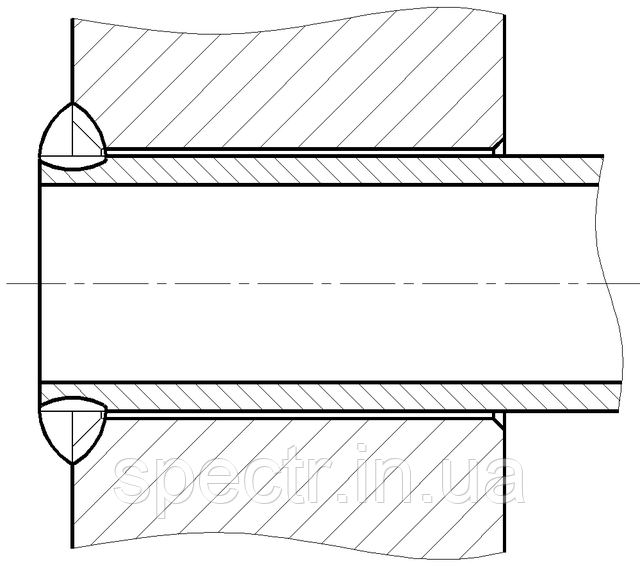
Вальцьованих сполуки утворюються в результаті радіальної пружно – пластичної деформації труб роликовими вальцовками в отворах трубних решіток та/або в проміжних перегородках. При цьому развальцованные ділянки труб в трубних решітках повинні закінчуватися за 2...5 мм до внутрішньої поверхні трубної решітки (або на відстані, рівній половині довжини радіусного ділянки переднього кінця ролика вальцювання, малюнок 3).
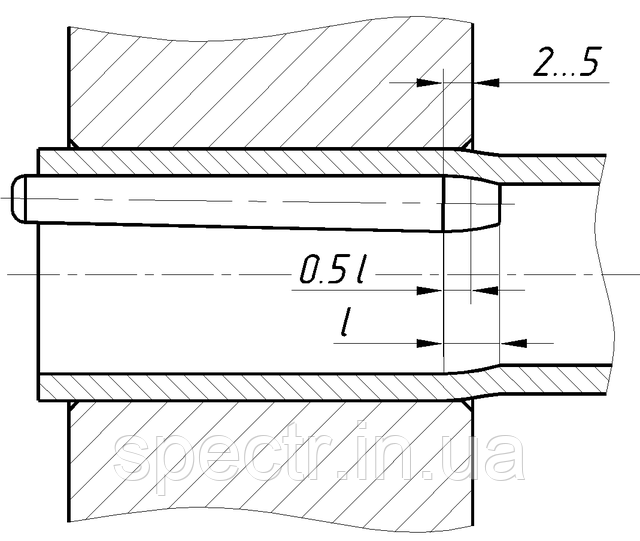
Малюнок 3 – Довжина розвальцьовування
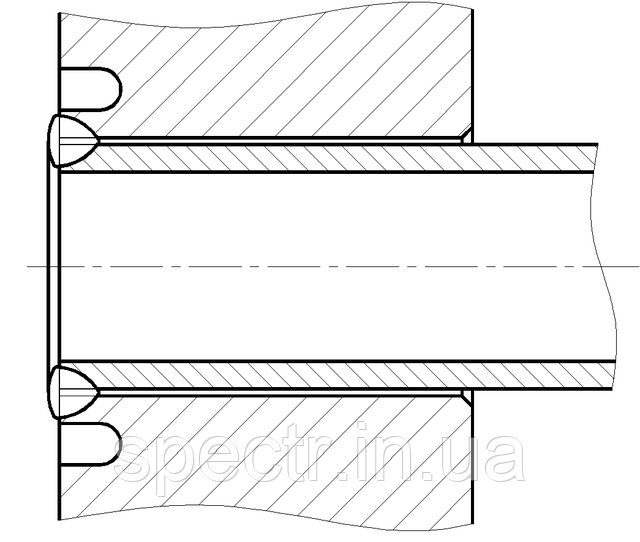
У тому разі, коли товщина трубної решітки близька до мінімальної (див. п. 4.2.8), допускається розвальцьовування кінця труби на всю товщину решітки за умови, що на внутрішніх кромках отворів виконані заокруглення радіусом r (малюнок 4).
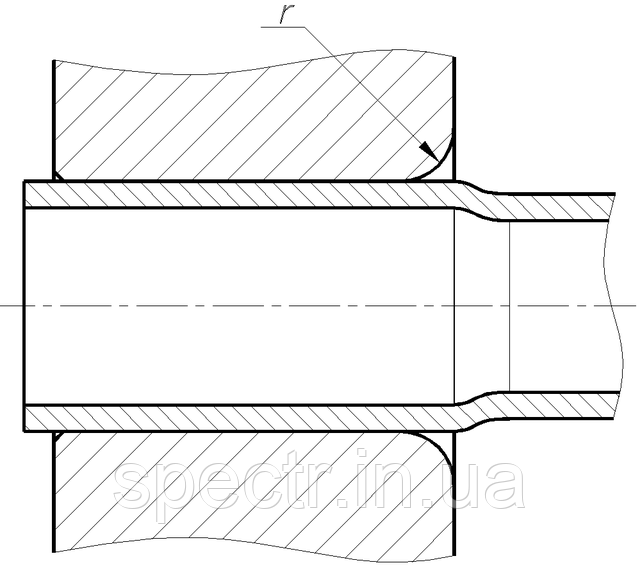
Малюнок 4 − Розвальцьовування труби на всю товщину трубної решітки
Величина виступання кінців труб над трубної гратами визначається вимогами проектної документації.
У вертикальних теплообмінниках з метою поліпшення умов для дренажу теплоносія кінці труб можуть встановлюватися врівень з верхньою трубної гратами або можуть бути втоплені в неї на глибину (малюнок 5)
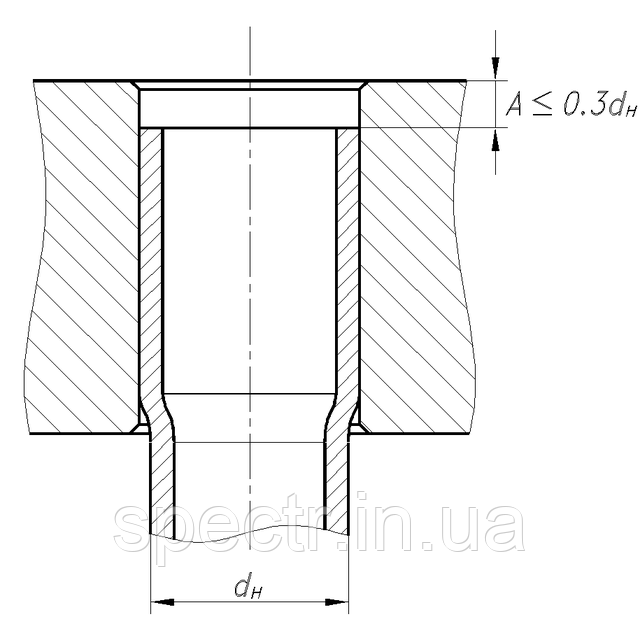
Малюнок 5 − Труба, «утоплена» в отвір трубної решітки
При цьому із нижньої трубної решітки труби можуть виступати на довжину до двох номінальних діаметрів.
В інших випадках труби повинні виступати над поверхнею трубної решітки на 2...5 мм
Вид вальцьованого з'єднання для конкретного теплообмінного апарата в залежності від його призначення, умов роботи і величин робочих параметрів теплоносіїв встановлюється проектною документацією.
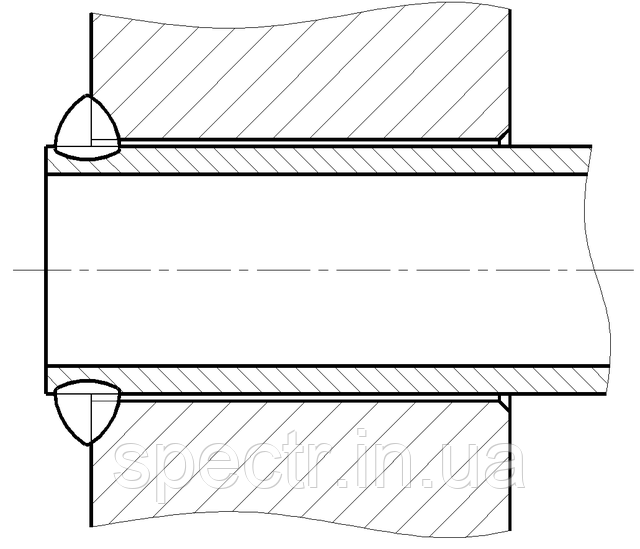
Найбільш поширені види вальцьованих з'єднань В1 – В4 представлені на малюнку 6
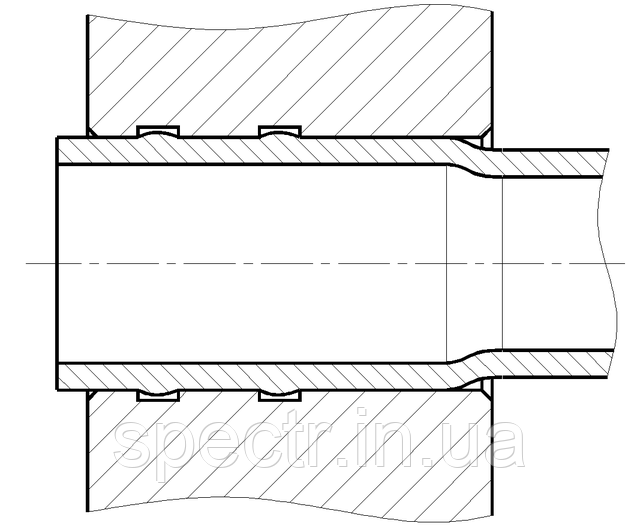
В1 – гладке з'єднання В2 – з'єднання з двома ущільнювальними канавками
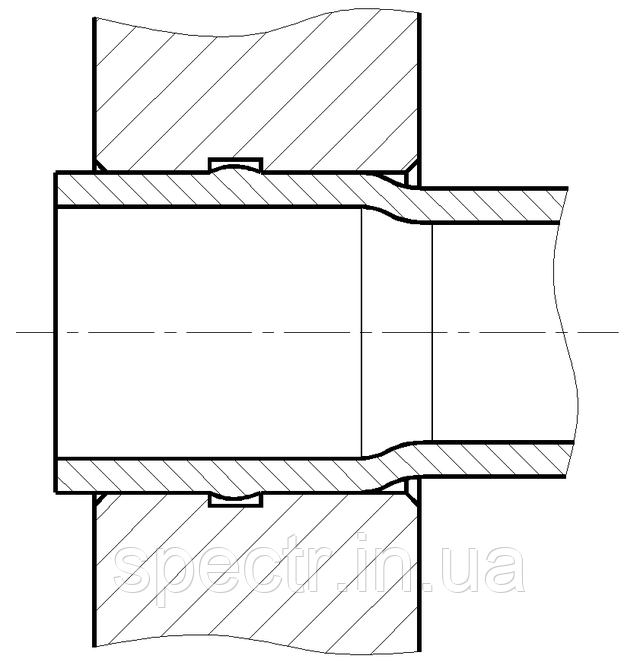
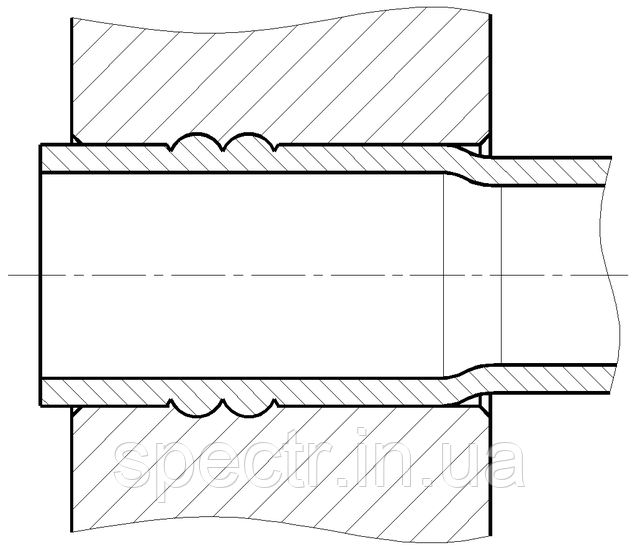
Малюнок 6 − Види вальцьованих з'єднань
В3 – з'єднання з однієї канавкою В4 – з'єднання з ущільнювальним кільцевим рельєфом
Об'єднані з'єднання
Об'єднані сполуки утворюються в результаті зварювання кінців труб з трубної гратами і подальшої розвальцьовування труб в отворах решітки.
Зварювання труб з трубними решітками допускається в тих випадках, коли матеріали труби і решітки (або її покриття) придатні для зварювання.
Допускається застосування всіх видів промислової зварювання за винятком газової. Зварювання слід проводити в середовищі захисних газів на вертикальній площині або в нижньому положенні. Варіант зварювання в нижньому положенні – кращий. В обґрунтованих випадках, таких як ремонт на виробничому майданчику, допускається приварювання труб до трубної решітці ручного дугового зварювання покритим електродом.
Найбільш поширені види зварних швів, що застосовуються для з'єднання труб з трубними решітками, представлені на малюнку 7. При цьому розміри катета зварного кутового шва виконується відповідно до вимог проектної документації.
Кутовий шов без оброблення трубної решітки Кутовий шов з обробленням трубної решітки

Стиковий шов Стиковий шов з розвантажувальної канавкою
Малюнок 7− Види зварних швів
Вимоги до зварних з'єднань і зварювальних матеріалів повинні відповідати ГОСТ 34347 та іншої чинної нормативної документації на судини і апарати з інших матеріалів.
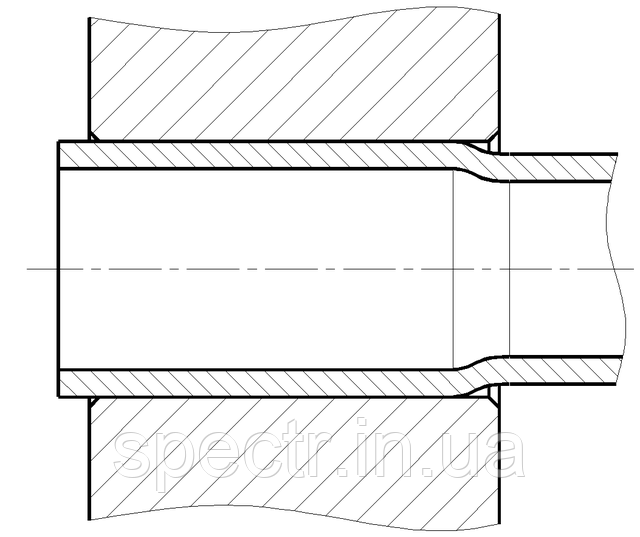
Для центрування труб в отворах решітки перед зварюванням рекомендується развальцевать кінці труб конічної вальцюванням. Розвальцьовування повинна бути виконана таким чином, щоб між трубою і кромкою отвору зберігся певний мінімально можливий зазор, або щоб труба торкнулася трубної решітки без деформації країв отвору (малюнок 8).
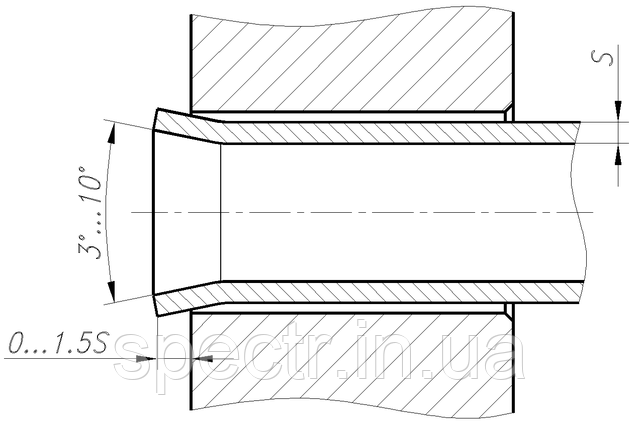
Малюнок 8 − Розвальцьовування кінця труби перед зварюванням
Розвальцьовування труб на конус повинна проводитися без застосування мастила.
Величина виступання кінців труб над поверхнею трубної решітки для сполук зі зварюванням повинна знаходитися в інтервалі 0...1,5 S, якщо інше не зазначено в проектній документації.
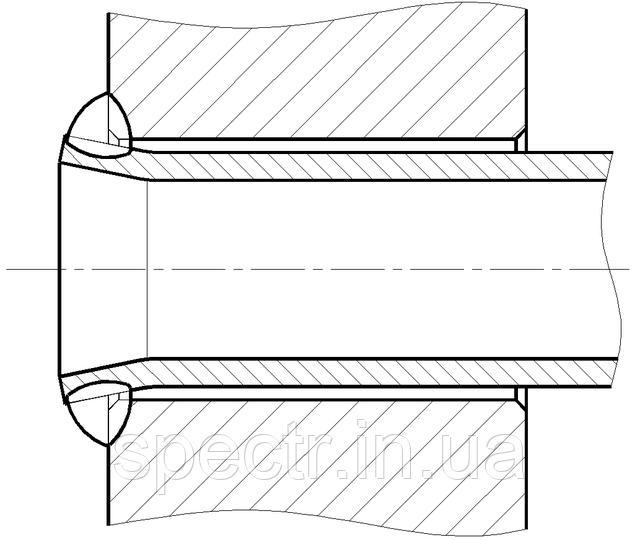
Для теплообмінників вертикального виконання з метою поліпшення умов для дренажу теплоносія допускається «утапливать» кінці труб в отворах верхній трубної решітки на глибину А=1,5 S (малюнок 9). У цьому випадку зварний шов не буде виступати з трубної решітки.

Малюнок 9 − Труба, «утоплена» в отвір трубної решітки
Після того, як кінці труб развальцованы «на конус» і виставлені над трубної гратами по висоті (або «втоплені» в неї), проводитися зварювання труб з трубної гратами (малюнок 10)
Малюнок 10 − Зварювання труби з трубної гратами
По закінченні зварювання кінці труб развальцовываются на задану глибину циліндричними вальцовками.
У тому випадку, коли матеріали труби і трубної решітки не гартуються на повітрі в процесі охолодження після зварювання, розвальцьовування труб проводиться по зварному шву (малюнок 11).
У випадку, коли хоча б один з матеріалів з'єднання здатний в процесі охолодження гартуватися на повітрі, розвальцьовування труб проводиться з відступом від зовнішньої поверхні трубної решітки на 7...10 мм (малюнок 12)


Малюнок 11 − Розвальцьовування труби по зварному шву Малюнок 12 − Розвальцьовування труби за зварним швом
У комбінованих з'єднаннях з метою підвищення їх надійності допускається застосування ущільнювальних канавок або ущільнювального кільця рельєфу
Технологічний процес кріплення труб в трубних решітках
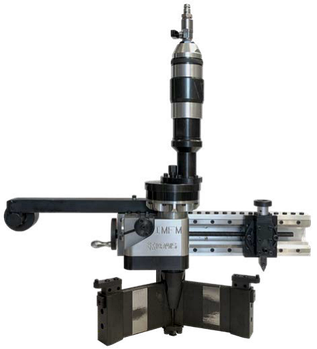
Налаштування вальцовочной машини
Для отримання у з'єднанні «труба – трубна решітка» максимальних контактних тисків, що забезпечують високу якість з'єднання, до веретену вальцювання в процесі закріплення труби слід прикласти крутний момент оптимальної величини.
У зв'язку з тим, що величина крутного моменту залежить від таких факторів, як:
- глибина розвальцьовування;
- кути розвороту роликів у вікнах корпусу вальцювання;
- кількість роликів на корпусі;
- конусності веретена і роликів;
- співвідношення діаметрів веретена і роликів;
- розкид механічних властивостей матеріалів труб і трубних решіток;
- застосовується мастило, і т. п.,
налаштування вальцовочной машини (приводу) слід проводити безпосередньо перед початком робіт по развальцовке на конкретних трубах, конкретними вальцовками зі своїми технічними характеристиками, так і з застосуванням конкретної мастила.
Налаштування приводу рекомендується виконувати в наступному порядку:
1.1 Вибрати в якому – небудь з лав трубної решітки 6 – 8 з'єднань, розташованих підряд, і з точністю до 0,02 мм виміряти діаметри, зазначені на
малюнку 14. Ця група сполук буде вважатися контрольної при налаштуванні приводу.

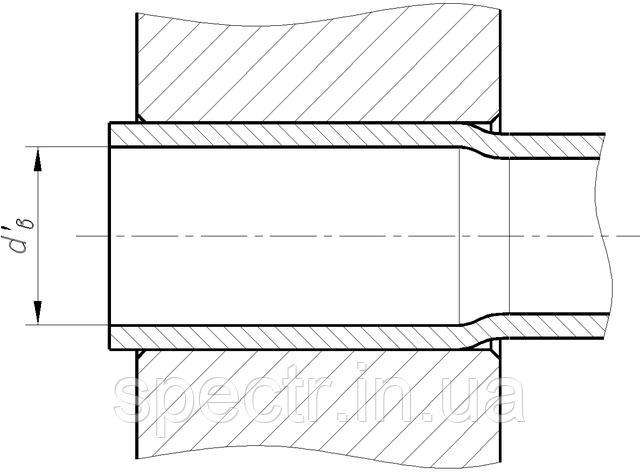
Малюнок 14 − Діаметри труби і отвори до розвальцьовування Малюнок 15 − Внутрішній діаметр труби після розвальцьовування
Виміряні значення діаметрів для кожного контрольного з'єднання рекомендується занести в таблицю 1.
Таблиця 1 – Значення діаметрів контрольного з'єднання
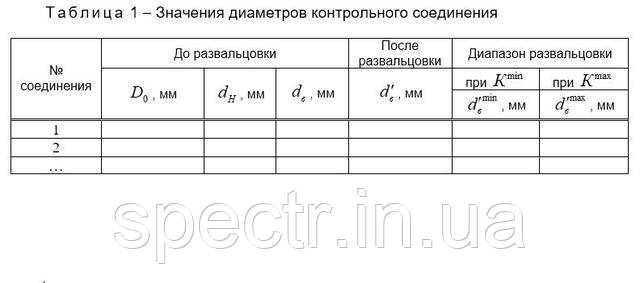
1.2. Провести розрахунки внутрішніх діаметрів труб після розвальцьовування

Розрахункові значення внутрішніх діаметрів труб після розвальцьовування занести в таблицю 1
1.3. Встановити на приводі мінімальне значення величини крутного моменту, приєднати до приводу вальцювання і развальцевать трубу в першому контрольному з'єднанні.
1.4. Після зупинки приводу і вилучення вальцювання з труби виміряти внутрішній діаметр труби і порівняти його з розрахунковими значеннями. Якщо виміряне значення менше мінімального розрахункового діаметра, то слід збільшити крутний момент привода та повторно развальцевать ту ж трубу.
.Послідовно збільшуючи значення моменту приводу, слід домогтися того, щоб вимірюваний діаметр труби після розвальцьовування опинився всередині діапазону розвальцьовування з таблиці 1
1.5. З отриманим значенням крутного моменту развальцевать ще 2 – 3 труби в контрольних з'єднаннях, щоразу роблячи вимірювання внутрішнього діаметра труб після розвальцьовування і коригуючи (якщо потрібно) величину крутного моменту.
1.6. Развальцевать залишилися труби з контрольної групи сполук і переконатися в тому, що внутрішні діаметри труб після розвальцьовування для кожного з'єднання не виходять за межі діапазону розвальцьовування.
При виконанні цієї умови привід буде вважатися налаштованим на оптимальну величину крутного моменту для розвальцьовування труб даної партії.
Для подальшої розвальцьовування труб знання чисельного значення величини крутного моменту не потрібно. Однак, на вимогу замовника, величина крутного моменту може бути виміряна на спеціальному стенді (або зафіксована системою управління развальцовочной машиною в разі, якщо машина оснащена датчиком величини крутного моменту) і внесена в додаткову графу «настроювальної» таблиці 1 в якості довідкової.









- Ціну уточнюйтеВ наявності+380 (50) 947-86-76
- Ціну уточнюйтеПід замовлення+380 (50) 947-86-76
- Ціну уточнюйтеПід замовлення+380 (50) 947-86-76
 від 335 000 ₴Під замовлення
від 335 000 ₴Під замовлення від 330 000 ₴Під замовлення
від 330 000 ₴Під замовлення- 42 800 ₴Під замовлення
- 54 000 ₴Під замовлення
- 97 000 ₴Під замовлення
- 83 000 ₴Під замовлення
 105 000 ₴Під замовлення
105 000 ₴Під замовлення 89 500 ₴Під замовлення
89 500 ₴Під замовлення- Ціну уточнюйтеПід замовлення+380 (50) 947-86-76
- 112 000 ₴Під замовлення
- 124 000 ₴Під замовлення
- 162 000 ₴Під замовлення
- 162 000 ₴Під замовлення
- Ціну уточнюйтеПід замовлення+380 (50) 947-86-76
 від 7 950 ₴В наявності
від 7 950 ₴В наявності від 8 950 ₴В наявності
від 8 950 ₴В наявності від 9 250 ₴Під замовлення
від 9 250 ₴Під замовлення від 9 500 ₴Під замовлення
від 9 500 ₴Під замовлення від 9 500 ₴Під замовлення
від 9 500 ₴Під замовлення від 12 000 ₴Під замовлення
від 12 000 ₴Під замовлення від 12 500 ₴Під замовлення
від 12 500 ₴Під замовлення
